官方微信
官方微信

 官方QQ
官方QQ

摘 要:文章的定位销零件工艺设计主要围绕零件的工艺分析、毛坯的确定、加工工艺路线拟定以及零件加工工序设计等几方面进行设计说明,制定定位销零件机械加工工艺过程卡和典型工序工艺卡,为机械加工人员提供技术文件和理论依据。
关键词:定位销;零件;机械加工工艺
1、定位销零件工艺
(1)任务提出。定位销零件图如图1所示,材料采用45钢。它主要是实现相互连接的零件之间的准确定位。要求有一定的强度和韧性,具有较好的抗冲击能力。生产纲领为单件小批生产,编制机械加工工艺过程卡和加工工艺卡,为机械加工提供技术文件和理论依据。
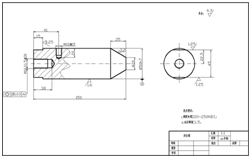
图1定位销零件图
(2)定位销零件工艺。Φ50h7外圆表面,表面精度为IT7,粗糙度为Ra1.6。加工过程为粗车—半精车—磨削。右端锥面,加工过程为粗车—半精车;左端两个深2.5mm,长15mm扁方,加工方法为铣削加工。左端轴向螺纹孔M16、径向螺纹孔M10,加工过程为钻孔—攻丝。
关键词:定位销;零件;机械加工工艺
1、定位销零件工艺
(1)任务提出。定位销零件图如图1所示,材料采用45钢。它主要是实现相互连接的零件之间的准确定位。要求有一定的强度和韧性,具有较好的抗冲击能力。生产纲领为单件小批生产,编制机械加工工艺过程卡和加工工艺卡,为机械加工提供技术文件和理论依据。
图1定位销零件图
(2)定位销零件工艺。Φ50h7外圆表面,表面精度为IT7,粗糙度为Ra1.6。加工过程为粗车—半精车—磨削。右端锥面,加工过程为粗车—半精车;左端两个深2.5mm,长15mm扁方,加工方法为铣削加工。左端轴向螺纹孔M16、径向螺纹孔M10,加工过程为钻孔—攻丝。
2、毛坯的确定
(1)毛坯类型的选择。毛坯类型的选择。定位销毛坯材料为45号钢,45号钢是优质中碳钢,是加工轴类零件的首选材料,经调质热处理以后可获得一定的强度、塑性、韧性和耐磨性,具有良好的综合机械性能。定位销的尺寸不大,结构简单,从经济性、结构和性能要求出发,选定定位销毛坯为Φ55mm冷轧圆钢。
(2)毛坯形状及尺寸的确定。在确定毛坯时,要考虑经济性。提高材料的利用率,降低加工成本。故该定位销的毛坯为圆钢。尺寸为Φ55mm×153mm。
3、拟定加工工艺路线
(1)基准选择。精基准选择。选择精基准时要考虑的主要问题是如何保证设计要求的实现以及装夹准确、可靠、方便,一般要遵守基准重合原则,这样可以避免定位基准与设计基准不重合而引起的基准不重合误差。从定位销零件图分析可知,Φ50h7的外圆表面尺寸精度和表面粗糙度,采用两顶尖装夹来进行外圆磨削,精基准为定位销中心线。粗基准选择。选择粗基准时,考虑的重点是如何保证各加工表面有足够的余量,使不加工表面与加工表面间的尺寸符合图纸要求,同时还要满足粗基准选择的条件。2)制定工艺路线。工艺路线的拟定是否合理,不但影响加工质量和生产率,而且影响工人、设备、工艺装备及生产场地等的合理利用,从而影响成本。从零件图样可知该定位销的加工精度要求较高,而且在加工阶段之间安排有热处理工序,定位销Φ50mm外圆表面可以通过粗车、半精车和粗磨达到尺寸要求,零件是单件小批生产,铣扁方,钻孔攻丝可以由单独的工序完成,零件的尺寸公差要求在半精车工序中完成,而表面要求在粗磨工序中完成。确定该定位销的加工工艺路线为粗车—半精车—铣—钻—热处理—粗磨—检验—入库[1]。
4、零件典型加工工序设计
(1)20工序设计。工装设备的选择。机床:CA6140;夹具:三爪定心卡盘;刀具:硬质合金刀YT15。2)切削用量的选择。切削深度为2mm,工件直径为50mm。3)根据《机械加工工艺手册》[2]:进给量f=0.5-0.7mm/r,切削速度V=0.2~0.41m/s,取V=0.35m/s。
3、拟定加工工艺路线
(1)基准选择。精基准选择。选择精基准时要考虑的主要问题是如何保证设计要求的实现以及装夹准确、可靠、方便,一般要遵守基准重合原则,这样可以避免定位基准与设计基准不重合而引起的基准不重合误差。从定位销零件图分析可知,Φ50h7的外圆表面尺寸精度和表面粗糙度,采用两顶尖装夹来进行外圆磨削,精基准为定位销中心线。粗基准选择。选择粗基准时,考虑的重点是如何保证各加工表面有足够的余量,使不加工表面与加工表面间的尺寸符合图纸要求,同时还要满足粗基准选择的条件。2)制定工艺路线。工艺路线的拟定是否合理,不但影响加工质量和生产率,而且影响工人、设备、工艺装备及生产场地等的合理利用,从而影响成本。从零件图样可知该定位销的加工精度要求较高,而且在加工阶段之间安排有热处理工序,定位销Φ50mm外圆表面可以通过粗车、半精车和粗磨达到尺寸要求,零件是单件小批生产,铣扁方,钻孔攻丝可以由单独的工序完成,零件的尺寸公差要求在半精车工序中完成,而表面要求在粗磨工序中完成。确定该定位销的加工工艺路线为粗车—半精车—铣—钻—热处理—粗磨—检验—入库[1]。
4、零件典型加工工序设计
(1)20工序设计。工装设备的选择。机床:CA6140;夹具:三爪定心卡盘;刀具:硬质合金刀YT15。2)切削用量的选择。切削深度为2mm,工件直径为50mm。3)根据《机械加工工艺手册》[2]:进给量f=0.5-0.7mm/r,切削速度V=0.2~0.41m/s,取V=0.35m/s。
 (1)
(1) (2)
(2)工序尺寸及公差的确定。确定本工序的经济精度及表面粗糙度按“入体原则”分配偏差,查表可得,粗车精度为h13,公差值为0.22mm,粗糙度为Ra6.3µm[3]。所留加工余量为1mm,其工序尺寸及其公差为Φ510-0.22。
填写定位销零件机械加工工艺过程卡及典型工序的机械加工工艺卡。
5、结束语
定位销零件工艺设计,主要从零件的工艺分析、毛坯的确定、加工工艺路线拟定以及零件加工工序设计等几方面进行设计说明,编制出工艺过程卡和机械加工工艺卡,提供了参数,是机械加工理论依据[4]。
参考文献:
1、陈宏钧.机械加工工艺设计员手册[M].北京:机械工业出版社,2008.
2、艾兴,肖诗纲.切削用量简明手册[M].北京:机械工业出版社,2007.
3、杨国先.机械加工技术[M].北京:北京航空大学出版社,2012.
4、陆剑中,孙家宁.金属切削原理与刀具[M].北京:机械工业出版社,2008.
相关热词搜索: