官方微信
官方微信

 官方QQ
官方QQ

【摘 要】对智能仓库控制系统进行工艺分析,以三菱系列PLC为下位机,以组态王KingviewV6.55软件为上位机实现智能仓库控制系统的设计。运行结果表明,系统可靠且具有人机界面友好、控制简单方便等优点,提高了系统的监控力度。
[关键词] 仓库;三菱PLC;组态王
可编程控制器具有可靠性高、抗干扰性强、经济实用、功能完善、体积小巧、扩展性好等优点,是现代工厂控制系统设计的最佳选择。以往的继电器-接触器电路由于接线线路复杂,电器元件使用较多,触点容易老化,故障排查和解决比较困难,可靠性低等缺点,没法满足现代控制系统的使用要求[1-3]。根据课题研究的工艺对象,采用可编程控制器进行系统设计,学生详细了解控制系统设计的步骤和方法,认真学习控制系统的调试思路和仿真方法,为后期的设计工作打下基础。
1、总体方案设计
按照智能仓库控制系统的设计内容,详细分析该系统的具体工艺,对要实现的功能进行说明,并明确系统的输入控制部分和输出控制部分,确定控制策略,提出控制方案。进行总体分析设计,对可编程控制器进行具体型号选择,使用AUTOCAD软件完成系统的硬件图纸设计。软件编程部分进行设计分析,为了方便系统设计和后期调试,进行系统I/O分配的设计,根据系统工艺控制策略以及硬件选型,进行程序流程的设计,详细考虑工艺功能的具体实现,按照程序流程,采用编程软件进行程序的设计编写,完成仿真调试,达到工艺设计的要求。智能仓库的重要设备为堆垛机,堆垛机是机械和电气控制相结合的产品。它主要由传感器、步进驱动电机、机械执行机构、控制系统等四大部分组成。堆垛机一般用电力驱动,通过自动或者手动控制,实现货物搬运,其主要用途是在高层货架的巷道中来回穿梭运行,将货物放入货格,或者取出货格内的货物,或者把货物从一个货格,搬运到另一个货格[4]。根据本系统设计,智能仓库模型如下图1所示。
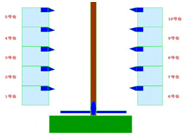
图1智能仓库模型
2、系统设计
根据控制要求和控制功能的分析,整个系统共有40个开关量输入、14个开关量输出,考虑到经济性和I/O要有一定的预留量,PLC机型选择采用的可编程控制器型号为三菱FX2N-64MR,该设备具有32个输入和32个输出,满足本系统I/O设计需要[5]。PLC的I/O分配如表1所示。
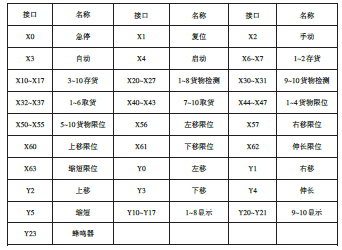
表1 I/O 分配表
需要连接2个扩展模块FX2N-16EX,用于7~10取货,1~10货物限位,左移、右移限位,上移、下移限位,伸长、缩短限位,共20个扩展输入。根据上述控制要求分析和I/O地址分配,PLC的I/O接线原理图设计如图2所示。
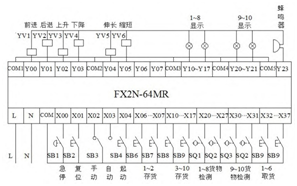
图2硬件接线图
程序设计流程分为取货流程和存货流程[6]。在进行流程设计分析时,以9号取货和9号存货为例,进行流程图的设计。取货流程如下:
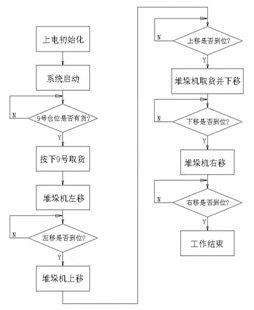
图3取货程序设计流程图
在取货流程中,首先进行上电初始化,系统启动后,先检测9号仓位是否有货,如果有货,则按下9号取货按钮有效,当按下9号取货按钮后,堆垛机进行左移,在左移过程中,进行左移是否到位检测,如果没到位,继续左移,如果到位,将开始上移;堆垛机进行上移,在上移过程中,进行上移是否到位检测,如果没到位,继续上移,如果到位,将开始取货并下移;堆垛机进行下移,在下移过程中,进行下移是否到位检测,如果没到位,继续下移,如果到位,将开始右移;堆垛机进行右移,在右移过程中,进行右移是否到位检测,如果没到位,继续右移,如果到位,取货动作结束。
打开开发系统软件,进行组态画面的设计,先建立画面,对组态画面的位置和尺寸、窗口的背景色进行设置。该软件桌面弹出工具箱,包括图形编译器、文本输入图标、图库图标、颜色设置图标、插入控件图标和各种曲线建立图标等,按照系统设计的工艺要求,对画面进行编译,包括参数状态显示、指示灯显示、参数变量输入对话框、模拟设备画面建立等。并且打开每个图标,进行属性设置,如图4所示。

图4系统仿真界面图
3、结论
本系统设计智能仓库系统,通过对立体仓库的存货和取货环节的系统设计分析。按照工艺的详细分析,采用可编程控制器和上位机的设计方案,选用可编程控制器为三菱FX2N-64MR,通过总体方案的确定,进行图纸的设计,包括可编程控制器接线图、数字量扩展模块接线图以及主电路接线图等。在程序流程分析中,重点对自动状态下的各个逻辑控制进行详细设计,完成程序的设计和调试。在上位机系统设计中,通过连接通讯设备、建立变量表、编译画面并完成动画连接设计,达到了系统可视化的工艺要求。通过系统的调试,本系统设计符合立体仓库控制系统的工艺方案。通过最终的系统测试,本设计的系统稳定可靠,扩展性强,易于理解和升级,符合设计的要求[7]。
参考文献
1、武松.基于PLC的自动化立体仓库堆垛机控制系统设计[J].中外企业家,2018(31):122-123.
2、杨影丽,陈家强.基于PLC的智能仓储控制系统的设计[J].山东工业技术,2017(18):166.
3、李凯.基于PLC的自动立体仓库设计研究[J].信息系统工程,2018,20(11):107.
4、时卫峰,刘冲.基于PLC下智能仓储控制系统设计的研究[J].科技创新与应用,2018(9):119-120.
5、唐广耀,李勇,张以帅,等.基于RFID与PLC的仓储物流系统设计[J].微型机与应用,2016,35(8):89-92.
6、孙培君.基于组态王的货物自动仓储及监控系统设计[J].信息与电脑,2016(18):98-99.
7、许加鑫,壮而行,陈浩云.小型自动化立体仓库控制系统硬件设计[J].数字通信世界,2019(1):155-156.
[关键词] 仓库;三菱PLC;组态王
可编程控制器具有可靠性高、抗干扰性强、经济实用、功能完善、体积小巧、扩展性好等优点,是现代工厂控制系统设计的最佳选择。以往的继电器-接触器电路由于接线线路复杂,电器元件使用较多,触点容易老化,故障排查和解决比较困难,可靠性低等缺点,没法满足现代控制系统的使用要求[1-3]。根据课题研究的工艺对象,采用可编程控制器进行系统设计,学生详细了解控制系统设计的步骤和方法,认真学习控制系统的调试思路和仿真方法,为后期的设计工作打下基础。
1、总体方案设计
按照智能仓库控制系统的设计内容,详细分析该系统的具体工艺,对要实现的功能进行说明,并明确系统的输入控制部分和输出控制部分,确定控制策略,提出控制方案。进行总体分析设计,对可编程控制器进行具体型号选择,使用AUTOCAD软件完成系统的硬件图纸设计。软件编程部分进行设计分析,为了方便系统设计和后期调试,进行系统I/O分配的设计,根据系统工艺控制策略以及硬件选型,进行程序流程的设计,详细考虑工艺功能的具体实现,按照程序流程,采用编程软件进行程序的设计编写,完成仿真调试,达到工艺设计的要求。智能仓库的重要设备为堆垛机,堆垛机是机械和电气控制相结合的产品。它主要由传感器、步进驱动电机、机械执行机构、控制系统等四大部分组成。堆垛机一般用电力驱动,通过自动或者手动控制,实现货物搬运,其主要用途是在高层货架的巷道中来回穿梭运行,将货物放入货格,或者取出货格内的货物,或者把货物从一个货格,搬运到另一个货格[4]。根据本系统设计,智能仓库模型如下图1所示。
图1智能仓库模型
2、系统设计
根据控制要求和控制功能的分析,整个系统共有40个开关量输入、14个开关量输出,考虑到经济性和I/O要有一定的预留量,PLC机型选择采用的可编程控制器型号为三菱FX2N-64MR,该设备具有32个输入和32个输出,满足本系统I/O设计需要[5]。PLC的I/O分配如表1所示。
表1 I/O 分配表
需要连接2个扩展模块FX2N-16EX,用于7~10取货,1~10货物限位,左移、右移限位,上移、下移限位,伸长、缩短限位,共20个扩展输入。根据上述控制要求分析和I/O地址分配,PLC的I/O接线原理图设计如图2所示。
图2硬件接线图
程序设计流程分为取货流程和存货流程[6]。在进行流程设计分析时,以9号取货和9号存货为例,进行流程图的设计。取货流程如下:
图3取货程序设计流程图
在取货流程中,首先进行上电初始化,系统启动后,先检测9号仓位是否有货,如果有货,则按下9号取货按钮有效,当按下9号取货按钮后,堆垛机进行左移,在左移过程中,进行左移是否到位检测,如果没到位,继续左移,如果到位,将开始上移;堆垛机进行上移,在上移过程中,进行上移是否到位检测,如果没到位,继续上移,如果到位,将开始取货并下移;堆垛机进行下移,在下移过程中,进行下移是否到位检测,如果没到位,继续下移,如果到位,将开始右移;堆垛机进行右移,在右移过程中,进行右移是否到位检测,如果没到位,继续右移,如果到位,取货动作结束。
打开开发系统软件,进行组态画面的设计,先建立画面,对组态画面的位置和尺寸、窗口的背景色进行设置。该软件桌面弹出工具箱,包括图形编译器、文本输入图标、图库图标、颜色设置图标、插入控件图标和各种曲线建立图标等,按照系统设计的工艺要求,对画面进行编译,包括参数状态显示、指示灯显示、参数变量输入对话框、模拟设备画面建立等。并且打开每个图标,进行属性设置,如图4所示。
图4系统仿真界面图
3、结论
本系统设计智能仓库系统,通过对立体仓库的存货和取货环节的系统设计分析。按照工艺的详细分析,采用可编程控制器和上位机的设计方案,选用可编程控制器为三菱FX2N-64MR,通过总体方案的确定,进行图纸的设计,包括可编程控制器接线图、数字量扩展模块接线图以及主电路接线图等。在程序流程分析中,重点对自动状态下的各个逻辑控制进行详细设计,完成程序的设计和调试。在上位机系统设计中,通过连接通讯设备、建立变量表、编译画面并完成动画连接设计,达到了系统可视化的工艺要求。通过系统的调试,本系统设计符合立体仓库控制系统的工艺方案。通过最终的系统测试,本设计的系统稳定可靠,扩展性强,易于理解和升级,符合设计的要求[7]。
参考文献
1、武松.基于PLC的自动化立体仓库堆垛机控制系统设计[J].中外企业家,2018(31):122-123.
2、杨影丽,陈家强.基于PLC的智能仓储控制系统的设计[J].山东工业技术,2017(18):166.
3、李凯.基于PLC的自动立体仓库设计研究[J].信息系统工程,2018,20(11):107.
4、时卫峰,刘冲.基于PLC下智能仓储控制系统设计的研究[J].科技创新与应用,2018(9):119-120.
5、唐广耀,李勇,张以帅,等.基于RFID与PLC的仓储物流系统设计[J].微型机与应用,2016,35(8):89-92.
6、孙培君.基于组态王的货物自动仓储及监控系统设计[J].信息与电脑,2016(18):98-99.
7、许加鑫,壮而行,陈浩云.小型自动化立体仓库控制系统硬件设计[J].数字通信世界,2019(1):155-156.
相关热词搜索: